


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
TürkУзнайте о нашей отраслевой выставке, информации о последних событиях в нашей компании.
• Станок для заточки ножей с ЧПУ оснащен программным управлением ПЛК, который прост в эксплуатаци...
See DetailsПеремотка машина для заточки ножей восстанавливает режущую кромку скребка и ракеля посредством метод шлифования с непрерывной перемоткой : лезвие постепенно подается вперед, контактируя с вращающимся шлифовальным кругом, материал удаляется с режущей кромки лезвия с точно контролируемой скоростью, а заточенное лезвие перематывается на приемную бобину — и все это в одном непрерывном процессе. Этот непрерывный цикл подачи и заточки исключает необходимость остановки и изменения положения лезвия для каждого прохода шлифования, что позволяет постоянная геометрия кромки по всей длине лезвия без усталости оператора или ошибок позиционирования.
Ракельные лезвия (также называемые скребками) — это тонкие и длинные лезвия, используемые в оборудование для печати, производства бумаги, нанесения покрытий и переработки для соскабливания излишков чернил, покрытия или материала с валиков и цилиндров, обеспечивая точно дозированный перенос материала на подложку. Стандартный ракельный нож может быть Длина от 1000 до 6000 мм , только Толщина от 0,1 до 0,7 мм , и для правильной работы он должен иметь острую, геометрически правильную кромку.
При высокоскоростной печати или нанесении покрытий лезвие может изнашиваться или скалываться в течение нескольких часов работы. Вместо того, чтобы выбрасывать изношенные лезвия, что требует значительных материальных и производственных затрат, переточка восстанавливает режущую кромку, значительно продлевая срок службы лезвия.

| Компонент | Функция |
|---|---|
| Станция размотки | Удерживает и контролирует подачу изношенного режущего ролика с постоянным натяжением. |
| Система направляющих роликов | Выравнивает лезвие в поперечном направлении и устанавливает угол подхода к шлифовальному кругу. |
| Шлифовальный круг | Удаляет материал для восстановления геометрии кромки; скорость регулируется двигателем |
| Механизм регулировки угла | Устанавливает угол скоса лезвия для различных характеристик кромки. |
| Система охлаждения | Предотвращает термическое повреждение материала лезвия во время шлифования. |
| Прецизионная система привода | Контролирует скорость подачи полотна и поддерживает синхронизированное натяжение. |
| Перемоточная станция | Собирает готовое заточенное лезвие с контролируемым натяжением. |
Хорошо сконфигурированный станок для заточки ножей с перемоткой может обрабатывать лезвия, изготовленные из широкого спектра материалов, путем изменения спецификации шлифовального круга:

• Станок для заточки ножей с ЧПУ оснащен программным управлением ПЛК, который прост в эксплуатаци...
See Details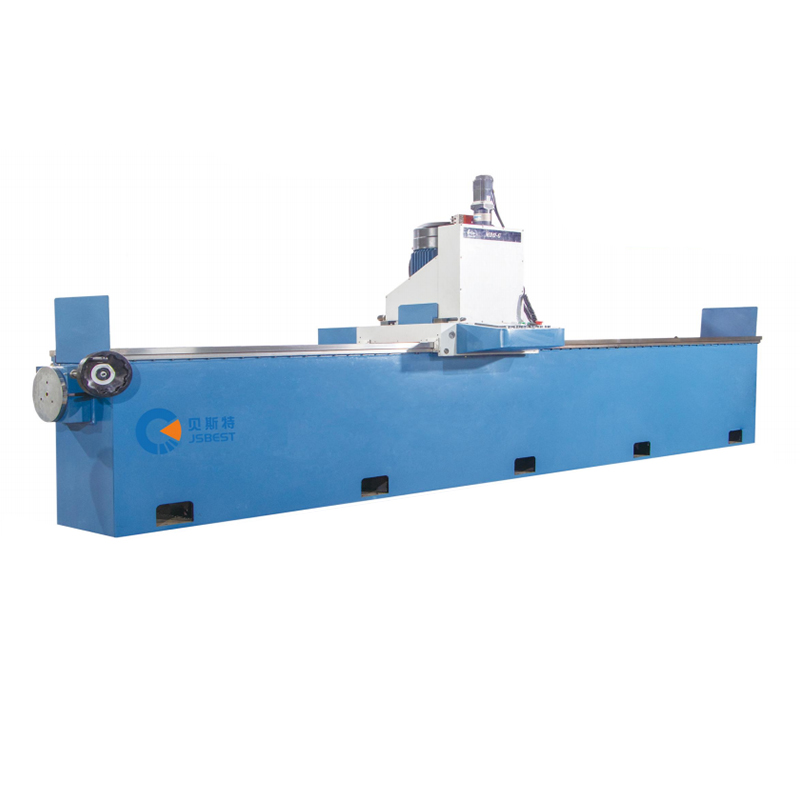
• Вся машина имеет высокопрочную сварочную конструкцию портального типа, имеет прочную и компактн...
See Details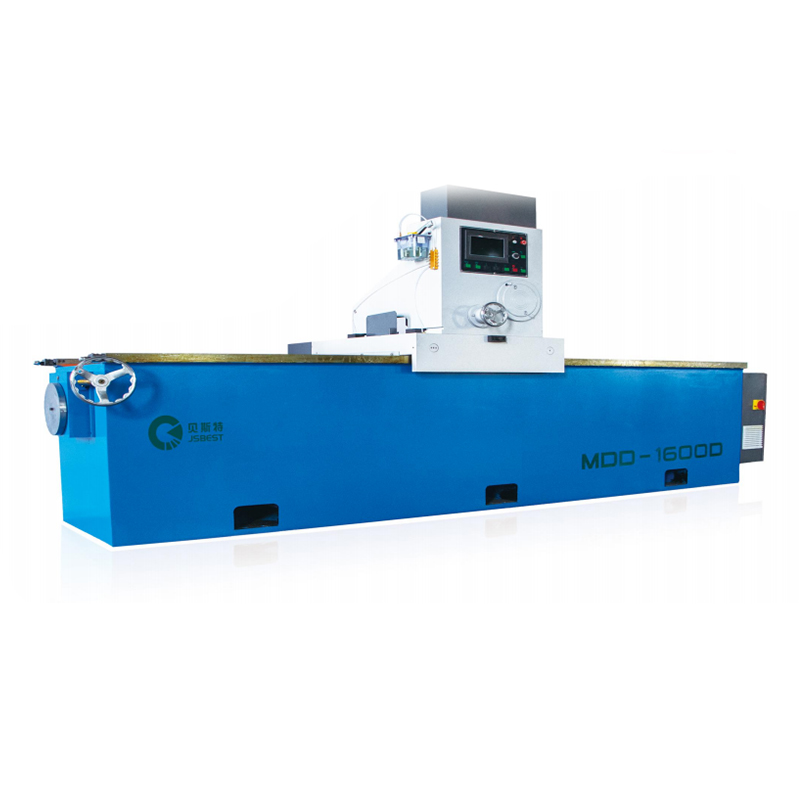
• В шлифовальном станке используется станина портального типа, сварка высококачественных стальных...
See Details
• Высокопрочная сварная стальная конструкция исключает внутреннее напряжение. станины маши...
See Details
Двухголовочный шлифовальный станок для ножей — это эффективное шлифовальное оборудование, которое...
See Details
Плоскофрезерный и шлифовальный станок для тяжелых условий эксплуатации — это эффективное технолог...
See Details
• В этой шлифовальной машине с круглыми ножами используется программа ПЛК для управления частью а...
See Details
Структурные особенности шлифовального станка с ЧПУ: • Высокая точность шлифования, биение оси ...
See DetailsУзнайте о нашей отраслевой выставке, информации о последних событиях в нашей компании.





